Наиболее известным с давних пор способом получения отливки
является литье в песчаные формы (рис. 4). Литейная форма чаще всего
состоит из двух полуформ: верхней 8 и нижней 11, изготовленных из
песчано-глинистой смеси (см. 6) в металлических рамках 2 и 13
(опоках). В нижней полуформе с помощью модели 10 образована полость
4, предназначенная для получения отливки цилиндра. Внутреннее
отверстие в отливке образует песчаный стержень 7, который прочно
закреплен с помощью стержневых знаков 6 и 12. Выступы 9 на модели
служат для получения отпечатков стержневых знаков в форме.
Рис. 4. Литейная форма в сборе
Перед заливкой расплава в литейную полость формы через литниковую
чашу 3 полуформы скрепляют штырями 1 или на верхнюю полуформу
устанавливают груз. Для удаления газов, выделяющихся из
песчано-глинистой смеси и расплава при заливке, служат
вентиляционные каналы 5 в форме и стержнях.
Совокупность каналов, предназначенных для подвода расплава в полость
формы и питания отливки при затвердевании, а также для улавливания
шлаков и загрязнений, получающихся вследствие размыва расплавом
поверхности формы, называют литниковой системой. Она состоит (рис.
5) из литниковой чаши, или воронки 3, стояка 4, подводящего расплав
к шлакоуловителям 1, питателей 6, соединяющих полость формы с чашей
и стояком, и прибыли 2, служащей для питания массивных частей
отливки при ее охлаждении.
В литниковую систему входит также выпор 5 - вертикальный канал
круглого сечения, - через который в начале заливки выходят газы.
Выпор позволяет определить момент окончания заливки и питает отливку
при остывании.
Рис. 5. Отливка с литниковой системой
Изготовление форм и стержней. Процесс изготовления разовых
песчано-глинистых форм называют (рис. 6) формовкой. Существует
несколько способов формовки: ручная в почве или опоках, по модели
или по шаблону и машинная в опоках по модели. Моделью называют
приспособление, повторяющее очертания будущей отливки и служащее для
получения в форме литейной полости.
Рис. 6. Схема процесса получения отливок
Шаблоны - это профилированные доски, с помощью которых получают
необходимую полость формы (см. рис. 7, а).
Изготовление литейной формы в земляном полу литейного цеха называют
формовкой в почве. Для формовки в почве приготовляют основание -
постель, которая должна иметь горизонтальную поверхность, хорошо
отводит газы при заливке. Формовка в почве допустима для простых
неответственных отливок, а в основном этим способом получают тяжелые
(свыше 5000 кг) корпусные отливки (станины станков и т. д.). Очень
крупные отливки формуют в кессонах (яма в формовочном плацу цеха со
стенками и дном из железобетона и реже из кирпича). Когда нужно
быстро отлить одну или несколько отливок больших размеров и
сократить время и средства на изготовление моделей, формовку в почве
производят по шаблонам (рис. 7, а).
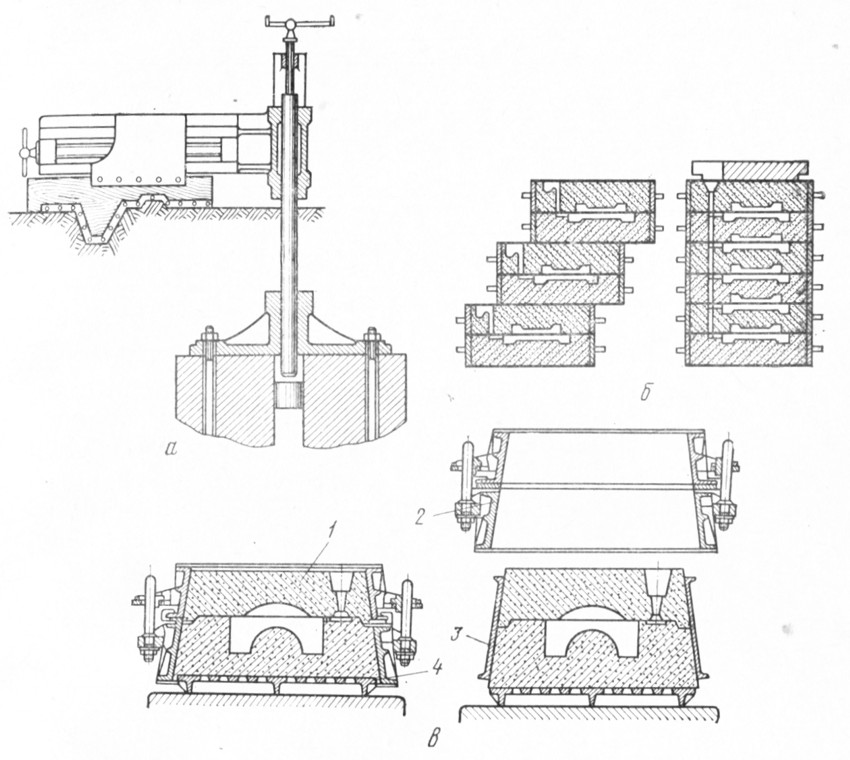
Рис. 7. Способы формовки: по шаблону (а), в
съемных опоках (в) и стопочная заливка в опоках (б)
Наиболее распространенным способом изготовления форм является
формовка в опоках. В зависимости от конфигурации, сложности и
размеров отливки существует несколько способов формовки в опоках:
формовка в двух (см. рис. 4) и более опоках; по целой или разъемной
модели, по модели с отъемными частями.
Формы для отливок небольших размеров изготовляют в опоках 2 (рис. 7,
в), снимаемых после формовки. Перед заливкой на форму 1, находящуюся
на подмодельной плите 4, чтобы она не разрушалась, надевают жакет 3.
В современных литейных цехах ручная формовка полностью заменена
машинной формовкой, производимой в опоках по модельному комплекту,
который устанавливают на столах формовочных машин. На формовочных
машинах механизировано уплотнение смеси в опоке и извлечение модели
из формы.
По способу уплотнения смеси формовочные машины делят на прессовые
- с верхним прессованием (рис. 8, а), с нижним прессованием (рис. 8,
б) и встряхивающие, пескометы (рис. 8, в). При изготовлении форм
применяют также машины с комбинированными методами уплотнения
(прессование под высоким давлением в сочетании с пескодувным или
встряхивающим с амортизацией удара, вибропрессование) и
автоматические формовочные линии.
Стержни, представляющие собой отдельно изготовленную часть
литейной формы, предназначены для образования внутренних полостей.
Во время заливки металла они находятся в более тяжелых условиях, чем
литейная форма, так как в большинстве случаев почти вся их
поверхность' омывается расплавленным металлом. Стержни должны
обладать высокой прочностью, газопроницаемостью, податливостью, а
также противопригарной стойкостью. Эти свойства обеспечиваются
правильной сушкой стержней, их армированием, устройством каналов для
вентиляции, окраской.
Способ изготовления стержней зависит от типа производства. В
мелкосерийном и единичном производстве сложные и большие стержни
изготовляют вручную в деревянных стержневых ящиках, а в серийном и
массовом производстве - на специальных машинах в металлических
стержневых ящиках.
Стержневой ящик (рис. 9) представляет собой коробку 2, открытую с
одной стороны. Внутренние поверхности боковых стенок ящика имеют
уклон. К ним прилегают вставки 3, образующие поднутрения на боковой
поверхности стержня 1. После набивки ящика стержневой смесью на него
устанавливают сушильную плиту 4, затем ее вместе с ящиком
поворачивают на 180°, ящик снимают, оставляя на плите стержень со
вставками, а вставки отводят от стержня в стороны и вновь
закладывают их в ящик.
Рис. 9. Стержневой ящик
Стержни формуют на пескодувных и пескострельных машинах. Наряду с
пескодувными и пескострельными машинами используют пескометы и
встряхивающие машины, а также машины для изготовления стержней,
твердеющих в холодной и горячей оснастке.
Технологический процесс изготовления стержней в горячей оснастке
позволяет резко поднять производительность труда, полностью заменить
формовку стержней с печной сушкой, отказаться от драйеров (сушильных
плит) и каркасов.
Стержни в основном изготавливают пустотелыми с толщиной стенки 8-10
мм. Они легки, обладают высокой податливостью, что уменьшает
образование горячих трещин в отливках.
Размерная точность стержней порядка 5-го, 7-го классов (ОСТ 1010 и
ОСТ 1015).
Изготовление стержней по горячей оснастке производится на машинах с
вертикальным или горизонтальным разъемами автоматически. Формовочным
материалом служит песчано-смоляная смесь на основе
карбамидно-фурановой смолы марки К.Ф-90 и КФ-40 в комплекте с
катализатором ЛЕФ-А и ЛЕФ-Б. Время отвердевания стержней в
нагреваемой оснастке 15-45 с при температуре 220-300° С.
Обогрев стержневой оснастки производят газовыми горелками, а в
случае применения в оснастке больших деталей (болванок), оформляющих
внутреннюю полость, используют комбинированный нагрев - газовый и
электрический.
Сборка, заливка форм и выбивка отливок. С б о р к а форм - одна из
ответственных завершающих операций, особенно при изготовлении
сложный и крупных отливок. Она состоит из установки и крепления
стержней; проверки точности установки стержней; проверки размеров
полостей формы, определяющих толщину стенок отливки; удаления из
формы сора, пыли; наложения верхней полуформы на нижнюю и скрепления
их между собой; установки литниковых и выпорных чаш.
В зависимости от типа производства, размеров отливки, сборку форм
осуществляют на конвейерах, сборочных стендах или плацу (специально
отведенная площадка в литейном цехе). Перемещение и установка
тяжелых стержней и наложение тяжелых полуформ механизированы.
Заливка форм (см. рис. 7, б) производится различными ручными (рис.
10, а) и крановыми ковшами (рис. 10, б, в, г). Залитые литейные
формы определенное время выдерживаются для затвердевания расплава и
охлаждения отливки.
Продолжительность охлаждения отливок устанавливается техническими
условиями и зависит от массы, толщины стенок, конфигурации отливок,
свойства металлов и других факторов.
Выбивка отливок - это извлечение готовых отливок, сопровождающееся
разрушением форм на специальном оборудовании; мелкие и средние
отливки извлекают на выбивных решетках, крупные отливки на
инерционно-ударных решетках. После выбивки пустые опоки поступают
обратно в формовочное отделение. Выбитая из форм горелая формовочная
смесь охлаждается, просеивается и идет на приготовление формовочных
смесей, а отливки транспортируются к месту обрубки и очистки.
Рис. 10. Разливочные ковши: а -ручной: 1 -
рукоятка, 2 - ковш; б - чайниковый: 1 - штурвал для перемещения
ковша, 2 - рама, 3- рукоятка для поворота ковша, 4 - ковш; в -
барабанный: / - штурвал для поворота ковша, 2 - рама, 3 - ковш, 4
-футеровка; г -стопорный
Очистку мелких отливок производят в галтовочных и дробеметных
барабанах, очистку крупных отливок - в гидравлических и дробементных
камерах. После очистки отливок от пригоревшей и приставшей смеси
обрубают остатки литниковых систем, заливы металла, заусенцы. Для
этого применяют пневматические инструменты, молотки, кувалды.
Окончательную зачистку поверхностей отливок осуществляют
шлифовальными кругами. После очистки, обрубки и зачистки отливки
подвергаются термообработке, грунтовке и окраске. Готовые отливки
контролируют и затем сдают на склад готовой продукции.